The programme for aerosol preparation and transfer consists of three phases :
- Phase (a) transfer of the gas products obtained while the filter is in the unheated oven. At the time of transfer, the filter has considerably warmed since oven closing, and the temperature gradient is sufficient to produce some evaporates.
- Phase (b) transfer of gas products obtained after heating the filter to Tf=250°C. In order to avoid excessive pressure in the oven and thence in the ACP feed tube in GCMS, the oven is linked before heating to the atmosphere by briefly opening VT. In addition, to avoid condensation of gas samples, transfer lines ITL and PTL (valves and tubing) are heated as much as possible within the constraint of the allocated power; 90°C is the objective. During the transfer time (1 min), the filter temperature is maintained by holding Tf at 250°C.
- Phase (c) transfer of the gas products obtained after heating the filter to 600°C. This pyrolysis phase is also preceded by briefly opening VT to reduce pressure to atmospheric. During transfer, the valves and tubes are heated within the power constraint as in phase (b); the goal is again 90°C.
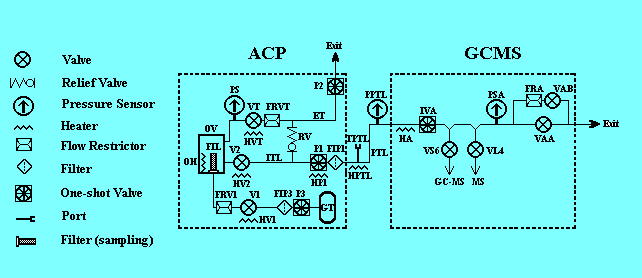
The figure above is a schematic of the ACP-GCMS interface. In order to transfer the gas samples with minimal dilution from the effluent gas (15N2), each injection into GCMS is done by pressurising the oven to 2.5 bar with N2 (Vl controlled, V2 closed) and then rapidly depressurising it (fast actuation of V2 and VAB). The estimated mass flow rate at injection is 3-9 mg/s at 2 bar N2. The same transfer cycle is used for each analysis that occurs after phase (a), (b) and (c). As there are two sampling operations (one high altitude, one low altitude), the complete ACP programme equates to six transfer cycles.
Each transfer cycle comprises two sub-cycles. The 'scientific sub-cycle' is devoted to analysing the oven contents by a series of six injections (V1 closed) of 0.875 s (V2 and VAB open) each, each followed by an MS analysis period of 4.750 s. This period for MS analysis is longer than the time required by GCMS for a full mass scan. After completion of the sixth MS analysis, VT and VAA are opened (VL4 is closed) for 5 s to evacuate any residual traces of pyrolysis products in the sampled volume. A second sub-cycle follows, devoted to a background analysis. Two 0.875 s injections are each are followed by an MS analysis of 4.750 s. A second 5 s vent (VAA and VT open) completes the transfer cycle.
The oven pressure must be controlled during each transfer for a correct GCMS analysis. An optimal interface requires that the pressure in the GCMS feed tube is maintained above 1.9 bar. Also, efficient sample transfer requires pre-injection pressurisation of the oven to 2.5 bar. During the pressurisation period (625 ms) a control loop uses the oven's pressure sensor to stay within the 2.5 bar limit (by closing Vl if needed). During injection, the control loop ensures a minimum l.9 bar in the oven by opening Vl if necessary. (Note that Vl is closed by the software as part of the transfer cycle in any case at the end of the 625 ms pressurisation period).
Furthermore, because of the unknown aerosol load collected on the filter, we have to accommodate any unforeseen increase in oven pressure after heating. The oven pressure is therefore checked before each transfer cycle. If it is above the nominal 2.7 bar, VT is opened until this value is reached.
Owing to the peak power limit imposed by the Probe system (83 W on the ML3 main power line), there is a conflict between heating the oven and the transfer lines during the transfer cycle. It was thus imperative that a temperature control priority be selected by the software. The result is that heating the oven and holding it constant during the transfer of gas products to GCMS has first priority. Second priority is given to heating VT, Pl and PTL. In addition, during the preparation phase sub-sequence before oven heating, the temperature control loop of the transfer lines activates their heating for 1-2 min at 120°C.
 Back to previous page
Back to previous page
Questions & Comments to ACP Team